ГОСТ 6235-2020
МІЖДЕРЖАВНА РАДА З СТАНДАРТИЗАЦІЇ, МЕТРОЛОГІЇ ТА СЕРТИФІКАЦІЇ
(MГC)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МІЖДЕРЖАВНИЙ |
ГОСТ 2020 |
ЛИСТИ І СМУГИ МИКЕЛІВІ
Технічні умови
Видання офіційне
ГОСТ 6235-2020
Передмова
Цілі, основні засади та загальні правила проведення робіт з міждержавної стандартизації встановлені ГОСТ 1.0 «Міждержавна система стандартизації. Основні положення» та ГОСТ 1.2 «Міждержавна система стандартизації. Стандарти міждержавні, правила та рекомендації щодо міждержавної стандартизації. Правила розробки, прийняття, оновлення та скасування»
Відомості про стандарт
1 РОЗРОБЛЕН Технічним комітетом зі стандартизації ТК 106 «Цвітметпрокат», Акціонерним товариством «Науково-дослідний, проектний та конструкторський інститут сплавів та обробки кольорових металів» (АТ «Інститут Колірметобробка»)
2 ВНЕСЕН Федеральним агентством з технічного регулювання та метрології
3 ПРИЙНЯТЬ Міждержавною радою зі стандартизації, метрології та сертифікації (протокол від 30 червня 2020 р. № 131-П)
За ухвалення проголосували:
| Коротка назва країни по МК (ІСО 3166) 004-97 | Код країни за МК (ІСО 3166) 004-97 | Скорочене найменування національного органу зі стандартизації |
Вірменія Білорусь Киргизія Таджикистан |
AM BY KG TJ |
Мінекономіки Республіки Вірменія Держстандарт Республіки Білорусь Киргизстандарт Таджикстандарт |
5 ВЗАМІН ГОСТ 6235-91
Інформація про введення (припинення дії) цього стандарту та змін до нього на території зазначених вище держав публікується в покажчиках національних стандартів, що видаються в цих державах, а також у мережі Інтернет на сайтах відповідних національних органів зі стандартизації.
У разі перегляду, зміни чи скасування цього стандарту відповідну інформацію буде опубліковано на офіційному інтернет-сайті Міждержавної ради зі стандартизації, метрології та сертифікації у каталозі «Міждержавні стандарти»
ГОСТ 6235-2020
Зміст
1 Область застосування 1
2 Нормативні посилання 1
3 Терміни та визначення 3
4 Сортамент 3
5 Технічні вимоги 6
6 Правила приймання 7
7 Методи контролю та випробувань 9
8 Упаковка, маркування, транспортування та зберігання 10
Додаток А (довідковий) Товщина та теоретична маса 1 м² гарячекатаних листів
та гарячекатаних та холоднокатаних смуг 12
ГОСТ 6235-2020
МІЖДЕРЖАВНИЙ СТАНДАРТ
ЛИСТИ І СМУГИ МИКЕЛІВІ
Технічні умови
Стрипи та рибони нікель. Specifications
Дата введення - 2021-04-01
1 Область застосування
Цей стандарт поширюється на нікелеві гарячекатані листи та гарячекатані та холоднокатані смуги (листи та смуги), що застосовуються в різних галузях промисловості.
2 Нормативні посилання
У цьому стандарті використано нормативні посилання на такі міждержавні стандарти:
ГОСТ 166 (ІСО 3599-76) Штангенциркулі. Технічні умови
ГОСТ 427 Лінійки вимірювальні металеві. Технічні умови
ГОСТ 492 Нікель, сплави нікелеві та мідно-нікелеві, що обробляються тиском. Марки
ГОСТ 1497 (ІСО 6892-84) Метали. Методи випробувань на розтягування
ДЕРЖСТАНДАРТ 2991 Ящики дощаті нерозбірні для вантажів масою до 500 кг. Загальні технічні умови
ГОСТ 3282 Дріт сталевий низьковуглецевий загального призначення. Технічні умови
ГОСТ 3560 Стрічка сталева пакувальна. Технічні умови
ДЕРЖСТАНДАРТ 6012 Нікель. Методи хіміко-атомно-емісійного спектрального аналізу
ГОСТ 6507 Мікрометри. Технічні умови
ГОСТ 6689.1 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення міді
ГОСТ 6689.2 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення нікелю
ГОСТ 6689.3 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення суми нікелю та кобальту
ГОСТ 6689.4 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення цинку
ГОСТ 6689.5 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення заліза
ГОСТ 6689.6 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення марганцю
ГОСТ 6689.7 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення кремнію
ГОСТ 6689.8 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення алюмінію
ГОСТ 6689.9 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення кобальту
ГОСТ 6689.10 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення вуглецю
ГОСТ 6689.11 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення вольфраму
ГОСТ 6689.12 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення магнію
ГОСТ 6689.13 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення миш'яку
ГОСТ 6689.14 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення хрому
ГОСТ 6689.15 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення сурми
ГОСТ 6689.16 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення цинку, кадмію, свинцю, вісмуту та олова
Видання офіційне
1
ГОСТ 6235-2020
ГОСТ 6689.17 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення вісмуту
ГОСТ 6689.18 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення сірки
ГОСТ 6689.19 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення фосфору
ГОСТ 6689.20 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення свинцю
ГОСТ 6689.21 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення титану
ГОСТ 6689.22 Нікель, сплави нікелеві та мідно-нікелеві. Методи визначення олова
ГОСТ 7376 Картон гофрований. Загальні технічні умови*
ГОСТ 7502 Рулетки вимірювальні металеві. Технічні умови
ГОСТ 7933 Картон для споживчої тари. Загальні технічні умови
ГОСТ 8273 Папір обгортковий. Технічні умови
ГОСТ 8828 Папір-основа та папір двошаровий водонепроникний пакувальний. Технічні умови
ДЕРЖСТАНДАРТ 10198 Ящики дерев'яні для вантажів масою св. 200 до 20 000 кг. Загальні технічні умови
ГОСТ 10510 (ІСО 8490-86) Метали. Метод випробування на видавлювання листів та стрічок за Еріксеном
ГОСТ 11358 Товщиноміри та стінкомери індикаторні з ціною поділу 0,01 та 0,1 мм. Технічні умови
ГОСТ 13047.1 Нікель. Кобальт. Загальні вимоги до методів аналізу
ГОСТ 13047.2 Нікель. Кобальт. Методи визначення нікелю в нікелі
ГОСТ 13047.3 Нікель. Кобальт. Методи визначення кобальту у кобальті
ГОСТ 13047.4 Нікель. Кобальт. Методи визначення кобальту в нікелі
ГОСТ 13047.6 Нікель. Кобальт. Методи визначення вуглецю
ГОСТ 13047.7 Нікель. Кобальт. Методи визначення сірки
ДЕРЖСТАНДАРТ 13047.14 Нікель. Кобальт. Методи визначення вісмуту
ГОСТ 13047.17 Нікель. Кобальт. Методи визначення заліза
ДЕРЖСТАНДАРТ 13047.18 Нікель. Кобальт. Методи визначення миш'яку
ГОСТ 14019 (ІСО 7438:1985) Матеріали металеві. Метод випробування на вигин
ГОСТ 14192 Маркування вантажів
ДЕРЖСТАНДАРТ 15102 Контейнер універсальний металевий закритий номінальною масою брутто 5,0 т. Технічні умови
ГОСТ 15846 Продукція, що відправляється в райони Крайньої Півночі та прирівняні до них місцевості. Упаковка, маркування, транспортування та зберігання
ГОСТ 18242 Статистичний приймальний контроль за альтернативною ознакою. Плани контролю**
ГОСТ 18321 Статистичний контроль за якістю. Методи випадкового відбору вибірок штучної продукції
ДЕРЖСТАНДАРТ 18477 Контейнери універсальні. Типи, основні параметри та розміри
ДЕРЖСТАНДАРТ 20435 Контейнер універсальний металевий закритий номінальною масою брутто 3,0 т. Технічні умови
ГОСТ 21140 Тара. Система розмірів
ГОСТ 21650 Засоби скріплення тарно-штучних вантажів у транспортних пакетах. Загальні вимоги
ГОСТ 22225 Контейнери універсальні масою брутто 0,625 та 1,25 т. Технічні умови
ГОСТ 24047 Напівфабрикати з кольорових металів та їх сплавів. Відбір проб для випробування на розтягування
ГОСТ 24231 Кольорові метали та сплави. Загальні вимоги до відбору та підготовки проб для хімічного аналізу
ГОСТ 24597 Пакети тарно-штучних вантажів. Основні параметри та розміри
ГОСТ 26653 Підготовка генеральних вантажів до транспортування. Загальні вимоги
ГОСТ 26663 Пакети транспортні. Формування із застосуванням засобів пакетування. Загальні технічні вимоги
ГОСТ 26838 Ящики та обрешітки дерев'яні. Норми механічної міцності
ГОСТ 26877 Металопродукція. Методи вимірювання відхилень форми
ГОСТ 33757 Піддони плоскі дерев'яні. Технічні умови
* Діє ГОСТ Р 52901-2007 «Картон гофрований для пакування продукції. Технічні умови».
** Діє ДСТУ ISO 2859-1-2007 «Статистичні методи. Процедури вибіркового контролю за альтернативною ознакою. Частина 1. Плани вибіркового контролю послідовних партій з урахуванням прийнятного рівня якості».
2
ГОСТ 6235-2020
Примітка - При користуванні цим стандартом доцільно перевірити дію стандартів і класифікаторів на офіційному інтернет-сайті Міждержавної ради зі стандартизації, метрології та сертифікації або за вказівниками національних стандартів, що видаються в державах, зазначених у передмові, або на офіційних сайтах відповідних. Якщо на документ дано недатоване посилання, слід використовувати документ, що діє на поточний момент, з урахуванням усіх внесених до нього змін. Якщо замінений посилальний документ, на який дано датоване посилання, слід використовувати вказану версію цього документа. Якщо після прийняття цього стандарту до посилального документа, на який дано датоване посилання, внесено зміну, що стосується положення, на яке дано посилання, то це положення застосовується без урахування цієї зміни. Якщо посилальний документ скасовано без заміни, то положення, в якому дано посилання на нього, застосовується в частині, яка не стосується цього посилання.
3 Терміни та визначення
У цьому стандарті застосовані такі терміни з відповідними визначеннями:
3.1 лист: Плоский напівфабрикат прямокутного перерізу, товщиною понад 0,1 мм, що виготовляється
прокаткою.
3.2 смуга: Плоский напівфабрикат прямокутного перерізу з відношенням довжини до ширини
менше 5, товщиною понад 0,1 мм, що виготовляється прокаткою або розрізанням листів та стрічок.
3.3 потемніння:Дефект у вигляді суцільної темної поверхні виробу.
3.4 кольору втечі: Дефект поверхні, що є райдужною окисною плівкою,
присутня на однотонній поверхні виробу.
3.5 сліди невигорілого мастила: Дефект поверхні у вигляді плям, смуг натіків та розлучень.
3.6 задирок: Дефект поверхні, що являє собою гострий, у вигляді гребеня, виступ або
закручену спіраллю смужку металу в місці різання злитка або напівфабрикату.
3.7 закочення окалини: Дефект поверхні у вигляді вкраплень залишків окалини, вдавленої в
поверхню металу під час деформації.
3.8 розшарування: Дефект поверхні як порушення суцільності металу, орієнтованого
вздовж напрямку деформації.
3.9 тріщина: Дефект як локального розриву металу різної величини, має будь-яке
напрямок.
3.10 серповидність: Відхилення форми, при якому кромки листа або смуги в горизонтальній
площині мають форму дуги.
3.11 край м'ятий, хвилястий: Дефект форми у вигляді місцевого зминання кромки плоского напівфабрикату.
3.12 кромка рвана: Дефект поверхні плоского напівфабрикату у вигляді розриву металу по
кромок.
3.13 косина різу: Відхилення від перпендикулярності, при якому площина різання утворює з
поздовжніми площинами металопродукції кут відмінний від 90°.
4 Сортамент
4.1 Товщина та ширина гарячекатаних листів та граничні відхилення по товщині повинні відповідати значенням, зазначеним у таблиці 1.
Таблиця 1 У міліметрах
| Товщина листа | Граничні відхилення за товщиною при ширині листа | ||
| 500 | 600, 700 | 800 | |
| 5,0 | 0 -0,40 |
- | - |
| 6,0 | 0 -0,45 | ||
7,0 8,0 |
0 -0,50 | ||
3
ГОСТ 6235-2020
Закінчення таблиці 1 У міліметрах
| Товщина листа | Граничні відхилення за товщиною при ширині листа | ||
| 500 | 600, 700 | 800 | |
| 9,0 | 0 -0,50 |
0 -0,60 |
- |
| 10,0 | 0 -1,0 | ||
11,0 12,0 13,0 14,0 |
0 -0,80 |
0 -0,90 | |
15,0 16,0 17,0 |
0 -0,90 |
0 -1,0 |
0 -1,2 |
18,0 19,0 20,0 |
0 -1,2 |
0 -1,3 |
0 -1,5 |
| Примітка - На вимогу споживача гарячекатані листи виготовляють з більш жорсткими відхиленнями по товщині. | |||
4.2 Граничні відхилення ширини листів повинні відповідати значенням, зазначеним у таблиці 2.
Таблиця 2 У міліметрах
| Ширина листа | Граничні відхилення за шириною при товщині листа | |
| Від 5,0 до 10,0 | Від 11,0 до 20,0 | |
| 500, 600, 700, 800 | 0 -15 |
0 -20 |
4.3 Довжина листів повинна дорівнювати 500-2000 мм.
Листи виготовляють мірної, кратної 100 мм та немірної довжини.
Граничні відхилення по довжині листів мірної та кратної мірної довжини не повинні перевищувати мінус 20 мм.
4.4 Товщина гарячекатаних смуг та граничні відхилення по ній повинні відповідати значенням, наведеним у таблиці 3.
Таблиця 3 У міліметрах
| Товщина смуги | Граничні відхилення по товщині смуги |
5,0-6,0 7,0-8,0 9,0-10,0 11,0 12,0 13,0-14,0 15,0-17,0 18,0-20,0 |
від 0 до -0,35 від 0 до -0,40 від 0 до -0,50 від 0 до -0,60 від 0 до -0,70 від 0 до -0,80 від 0 до -0,90 від 0 до -1,2 |
| Примітка - На вимогу споживача гарячекатані смуги виготовляють з більш жорсткими відхиленнями по товщині. | |
4
ГОСТ 6235-2020
4.5 Ширина гарячекатаних смуг та граничні відхилення по ній повинні відповідати значенням, зазначеним у таблиці 4.
Таблиця 4 У міліметрах
| Ширина смуги | Граничні відхилення по ширині при товщині смуги | ||
| 5,0 | Від 6,0 до 10,0 | Від 11,0 до 20,0 | |
| 100, 150, 300 | 0 -4,0 |
0 -10,0 |
- |
| 100, 150 | - | - | 0 -15,0 |
| 300 | - | - | 0 -20,0 |
| Примітка - На вимогу споживача гарячекатані смуги виготовляють з більш жорсткими відхиленнями по ширині. | |||
4.6 Довжина гарячекатаних смуг повинна дорівнювати 400-2000 мм.
Гарячекатані смуги виготовляють мірної, кратної мірної та немірної довжини.
Граничні відхилення по довжині гарячекатаних смуг повинні перевищувати мінус 15 мм.
4.7 Товщина холоднокатаних смуг та граничні відхилення по ній повинні відповідати значенням, зазначеним у таблиці 5.
Таблиця 5 У міліметрах
| Товщина смуги | Граничні відхилення по товщині смуги |
| 1,0 | 0 -0,08 |
| 1,2 | 0 -0,09 |
| 1,5 | 0 -0,10 |
| 1,8-2,0 | 0 -0,11 |
| 2,5-3,0 | 0 -0,12 |
| 3,5 | 0 -0,16 |
| 4,0 | 0 -0,18 |
| 4,5-5,0 | 0 -0.20 |
| 5,5-8,0 | 0 -0,25 |
| 9,0-10,0 | 0 -0,30 |
4.8 Ширина холоднокатаних смуг та граничні відхилення по ній повинні відповідати значенням, зазначеним у таблиці 6.
Таблиця 6 У міліметрах
| Ширина смуги | Граничні відхилення по ширині при товщині смуг | |||
| від 1,0 до 1,5 | від 1,5 до 3,0 | від 3,5 до 5,5 | від 6,0 до 10,0 | |
40,42,45,48,50,52,55, 60,63,65,70,75,80,85,90,95,100,105, 110,120,125,130,140,150,160,170 |
0 -1 |
0 -2 |
- | - |
5
ГОСТ 6235-2020
Закінчення таблиці 6 У міліметрах
| Ширина смуги | Граничні відхилення по ширині при товщині смуг | |||
| від 1,0 до 1,5 | від 1,5 до 3,0 | від 3,5 до 5,5 | від 6,0 до 10,0 | |
175,180,190,200,210,220,240,250,260, 280,300 |
0 -2 |
0 -3 |
0 -4 |
0 -10 |
| 400 | 0 -3 |
0 -3 |
- | - |
4.9 Довжина холоднокатаних смуг повинна дорівнювати 400-2000 мм.
Холоднокатані смуги виготовляють мірної, кратної мірної та немірної довжини.
Граничні відхилення по довжині смуг не повинні перевищувати 10 мм.
Примітка - Теоретична маса 1 м² листів та смуг наведена у додатку А.
4.10 За погодженням споживача з виробником листи та смуги допускається виготовляти проміжні розміри за товщиною та шириною з граничними відхиленнями для наступного більшого розміру, наведеного в таблицях 1-6.
4.11 За погодженням споживача з виробником листи та смуги допускається виготовляти з граничними відхиленнями за товщиною та шириною, що відрізняються від наведених у таблицях 1-6.
4.12 Умовні позначення листів та смуг слід зазначати за схемою:
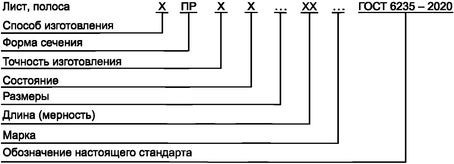
При цьому використовують такі скорочення:
спосіб виготовлення: холоднокатаний - Д,
гарячекатаний - Г;
форма перерізу: прямокутна - ПР;
стан: м'який - М,
тверде - Т;
довжина (мірність): кратна мірної - КД,
немірна - НД.
Замість відсутніх даних ставиться знак "Х".
Приклади умовного позначення:
Лист гарячекатаний товщиною 5,0 мм, шириною 500 мм, довжиною 1000 мм, з нікелю марки НП2:
Аркуш ГПРХХ 5,0×500×1000 НП2 ГОСТ 6235-2020
Смуга гарячекатана товщиною 9,0 мм, шириною 150 мм, довжиною 1500 мм, із нікелю марки НП3:
Смуга ГПРХХ 9,0×150×1500 НП3 ДЕРЖСТАНДАРТ 6235-2020
Смуга холоднокатана товщиною 8,0 мм, шириною 100 мм, довжиною 1000 мм, із нікелю марки НП2:
Смуга ДПРХХ 8,0×100×1000 НП2 ДЕРЖСТАНДАРТ 6235-2020
5 Технічні вимоги
5.1 Листи та смуги виготовляють відповідно до вимог цього стандарту з нікелю марок НП1, НП2, НП3 та НП4 з хімічним складом за ГОСТ 492.
6
ГОСТ 6235-2020
5.2 За станом матеріалу холоднокатані смуги виготовляють м'якими та твердими.
5.3 Поверхня листів та смуг повинна бути вільною від забруднень, що ускладнюють візуальний огляд.
5.4 На поверхні не допускаються дефекти, що виводять листи та смуги при контрольній зачистці за граничні відхилення по товщині.
На поверхні гарячекатаних листів і смуг, крім того, допускається незначне закочення окалини, що не виводить листи та смуги при контрольній зачистці за граничні відхилення по товщині.
Допускаються на поверхні холоднокатаних смуг місцеві потемніння, кольори втечі і сліди мастила, що не вигоріло.
Вимоги до якості поверхні встановлюють за зразками, затвердженими в установленому порядку.
5.5 За погодженням споживача з виробником листи та смуги допускається виготовляти з вимогами до якості поверхні, що відрізняються від наведених у 5.4.
5.6 Листи та смуги повинні бути рівно обрізані.
5.7 Косина різу не повинна перевищувати граничні відхилення по ширині та довжині листів, смуг.
5.8 На вимогу споживача листи та смуги не повинні мати хвилястої, м'ятої та рваної кромки, а також задирок на кромці.
5.9 Гарячекатані листи та смуги виготовляють товщиною понад 20 мм без обрізки кромок, при цьому граничні відхилення по товщині встановлюють за погодженням споживача з виробником.
5.10 За погодженням споживача з виробником листи та смуги допускається виготовляти з вимогами до якості кромки, що відрізняються від наведених у 5.7 та 5.8.
5.11 Листи та смуги не повинні мати розшарування.
5.12 На вимогу споживача м'які смуги повинні витримувати випробування на вигин у холодному стані на кут 180° навколо оправки з радіусом заокруглення, що дорівнює товщині смуги, без утворення слідів надривів та тріщин.
5.13 За узгодженням споживача з виробником вимоги до випробування на вигин м'яких смуг можуть відрізнятися від наведених у 5.12.
5.14 На вимогу споживача серповидність холоднокатаних смуг не повинна перевищувати 3 мм на 1 м довжини.
5.15 За погодженням споживача з виробником листи та смуги допускається виготовляти з вимогами до серповидності, що відрізняються від наведених у 5.14.
5.16 На вимогу споживача механічні властивості листів та смуг повинні відповідати зазначеним у таблиці 7.
Таблиця 7
| Стан матеріалу | Тимчасовий опір, МПа (кгс/мм²), щонайменше | Відносне подовження, %, щонайменше | Глибина видавлювання (за Еріксеном при радіусі пуансона 10 мм), мм, не менше |
Гарячекатані М'які Тверді |
370 (38) 370 (38) 540 (55) |
15 35 2 |
- 8,5 - |
5.17 За погодженням споживача з виробником листи та смуги допускається виготовляти з механічними властивостями, що відрізняються від наведених у таблиці 7.
Значення глибини видавлювання при випробуванні на витяг сферичної лунки можуть відрізнятися від наведених у таблиці 7.
6 Правила приймання
6.1 Листи та смуги приймають партіями. Партія повинна складатися з листів та смуг однієї марки нікелю, одного розміру, одного стану матеріалу та супроводжуватися одним документом про якість, що містить:
- товарний знак або найменування підприємства-виробника та товарний знак;
- найменування країни-виробника;
- юридична адреса виробника та/або продавця;
7
ГОСТ 6235-2020
- Умовне позначення;
- Номер партії;
- Результати випробувань;
- масу брутто та нетто партії;
- кількість вантажних місць.
Маса партії має бути не більше 2500 кг.
Допускається оформляти один документ про якість на кілька партій листів або смуг із нікелю однієї марки, одного розміру, одного стану, що відвантажується одному споживачеві, із зазначенням номерів партій.
6.2 Для контролю розмірів та якості поверхні листів та смуг застосовують одноступінчастий нормальний план вибіркового контролю за альтернативною ознакою відповідно до ГОСТ 18242 з приймальним рівнем дефектності 4%.
Відбір листів і смуг від партії у вибірку здійснюють «наосліп» (методом найбільшої об'єктивності) за ГОСТ 18321.
Кількість листів і смуг, що відбираються, визначають відповідно до таблиці 8.
Таблиця 8
| Кількість листів та смуг у партії, шт. | Кількість контрольованих листів та смуг, шт. |
4-25 26-90 91-150 151-280 281-500 501-1200 1201-3200 |
3 13 20 32 50 80 125 |
| Примітка - Якщо об'єм партії не перевищує трьох аркушів або смуг, перевіряють кожен лист або смугу. | |
Кількість аркушів і смуг у партії та кількість контрольованих ділянок на одному аркуші або смузі здійснюють за формулами (1) та (2), наведеними у 7.2.
Кількість контрольованих точок на кожному відібраному аркуші або смузі визначають залежно від загального числа ділянок довжиною 100 мм за периметром аркуша або смуги відповідно до таблиці 9.
При периметрі, не кратному 100 мм, кінцева ділянка довжиною менше 100 мм приймається за одну ділянку.
Таблиця 9
| Кількість ділянок на листі чи смузі, шт. | Кількість контрольованих точок на аркуші чи смузі, шт. | Шлюбне число |
4-25 26-90 91-150 |
3 13 20 |
1 2 3 |
Контрольований лист або смуга вважаються придатними, якщо кількість результатів вимірювання, що не відповідають вимогам розділів 4 і 5, менша за бракувальне число, наведене в таблиці 9.
При отриманні незадовільних результатів виміру хоча б на одному з контрольованих аркушів або одній смузі партії бракують.
Допускається виробнику при отриманні незадовільного результату проводити суцільний контроль.
Допускається виробнику контроль якості поверхні та розмірів листа проводити у процесі виготовлення за умови забезпечення відповідності якості листів вимогам цього стандарту.
8
ГОСТ 6235-2020
6.3 Для випробування на вигин, серповидність та косину різу відбирають чотири смуги від партії.
6.4 Для випробування на витяжку сферичної лунки відбирають від партії чотири м'які смуги завтовшки 1,0 та 1,2 мм.
6.5 Для перевірки хімічного складу відбирають чотири аркуші чи смуги від партії. Допускається виробника для перевірки хімічного складу відбирати пробу від розплавленого металу.
6.6 При отриманні незадовільних результатів випробувань на розтяг, вигин, видавлювання та хімічний аналіз, контролю ширини, довжини та якості поверхні проводять повторне випробування на подвоєній вибірці, взятій від тієї ж партії. Результати повторного випробування розповсюджують на всю партію.
7 Методи контролю та випробувань
7.1 Контроль якості поверхні листів та смуг проводять статистичним методом, що забезпечує задану якість поверхні з ймовірністю 96%. Поверхню листів та смуг оглядають без застосування збільшувальних приладів.
7.2 Вимірювання товщини листів проводять на відстані не менше 100 мм від вершини кута і не менше 10 мм від краю листа або смуги мікрометром за ГОСТ 6507, штангенциркулем за ГОСТ 166 або товщиноміром за ГОСТ 11358.
Контроль розмірів листів та смуг проводять із заданою ймовірністю 96%. Результати вимірювання розмірів листів і смуг, що не відповідають вимогам таблиць 1-6, не повинні відрізнятися від допустимих більш ніж на половину поля допуску.
Кількість аркушів чи смуг у партії М, шт., обчислюють за формулою
М = 10 6 · , (1)
де P - маса партії, кг;
Y - густина матеріалу, г/см³;
h - товщина листа, смуги, мм;
b - ширина листа, смуги, мм;
l - довжина листа, смуги, мм.
Кількість контрольованих ділянок на листі, смузі N, шт. обчислюють за формулою
N = , (2)
де l - Довжина листа, смуги, мм;
b - ширина листа, смуги, мм.
Вимірювання ширини та довжини листів проводять лінійкою за ГОСТ 427 або рулеткою за ГОСТ 7502.
Допускається на підприємстві-виробнику контролювати розміри листів та смуг іншими засобами виміру, що забезпечують необхідну точність. У разі розбіжностей контроль проводять статистичними методами контролю.
7.3 Для випробування на розтяг з кожного відібраного листа або смуги вирізають по одному зразку вздовж напрямку прокатки. Відбір зразків для випробування на розтяг проводять за ГОСТ 24047.
Випробування на розтяг проводять за ГОСТ 1497 на зразках типу I або II з початковою розрахунковою довжиною зразка l 0 = 5,65 мм (F 0 - початкова площа поперечного перерізу зразка) і шириною 20 мм при товщині листів і смуг 7 мм і менше і шириною 30 мм при товщині листів і смуг 8,0 мм.
7.4 Серповидність та косину різу визначають за ГОСТ 26877.
7.5 Для випробування на вигин від кожної відібраної смуги вирізають по одному зразку у напрямку прокатки. Випробування на вигин проводять за ГОСТ 14019.
7.6 Для випробування на видавлювання від кожної відібраної смуги вирізають за одним зразком. Випробування на видавлювання проводять за ГОСТ 10510.
7.7 Для визначення хімічного складу з кожної відібраної смуги або листа вирізають по одній пробі за ГОСТ 24231. Визначення хімічного складу проводять за ГОСТ 13047.1 - ГОСТ 13047.4, ГОСТ 13047.6, ГОСТ 13047.7, ГОСТ 13,4. ГОСТ 13047.18, ГОСТ 6689.1 - ГОСТ 6689.22, ГОСТ 6012.
9
ГОСТ 6235-2020
Допускається проводити хімічний аналіз іншими прискореними методами, які не поступаються точно зазначеним.
У разі виникнення розбіжностей щодо оцінки хімічного складу аналіз проводять за ГОСТ 13047.1 - ГОСТ 13047.4, ГОСТ 13047.6, ГОСТ 13047.7, ГОСТ 13047.14, ГОСТ 13047.17, ГОСТ 13047.1 ГОСТ 13047.1. 6689.22, ГОСТ 6012.
7.8 Дозволяється виробникам застосовувати інші методи контролю, що забезпечують необхідну точність.
7.9 Результати вимірювань округляють за нормативними документами, що діють на території держави, яка ухвалила стандарт*.
8 Упаковка, маркування, транспортування та зберігання
8.1 Холоднокатані смуги товщиною до 2,00 мм включно пакують у пачки. Пачки повинні бути обгорнуті папером і захищені зверху та знизу дошками або дерев'яними щитами, розміри яких відповідають ширині та довжині пачки, та перев'язані не менш ніж у двох місцях хрестоподібно сталевою або синтетичною стрічкою розміром не менше 0,3×20 мм або дротом діаметром не менше 2 мм.
Скріплення кінців дроту - скручуванням не менше трьох витків, стрічки - у замок.
Листи та смуги товщиною понад 2,00 мм повинні бути упаковані в пачки з одностороннім захистом щитами за розмірами пачки, як зазначено вище.
Листи та смуги товщиною понад 5,00 мм допускається не зв'язувати в пачки.
8.2 Маса брутто листів у пачці не повинна перевищувати 80 кг.
За узгодженням споживача з виробником допускається маса пакувального місця понад 80 кг.
8.3 Листи та смуги загортають у папір та упаковують у щільні дощаті або ґратчасті ящики типів I-VIII за ГОСТ 2991 та ГОСТ 10198 або інші ящики з технічної документації з нормами механічної міцності за ГОСТ 26838 та викладені всередині вологонепроница.
Гарячекатані листи та смуги допускається не упаковувати.
Маса брутто ящика має перевищувати 500 кг.
Розміри ящиків - за ГОСТ 21140 або іншою технічною документацією.
8.4 Вантажні місця (ящики, пачки та окремі листи та смуги) укрупнюють у транспортні пакети за ГОСТ 24597.
Засоби скріплення у транспортні пакети - за ГОСТ 21650.
При механізованому завантаженні та розвантаженні маса вантажного місця або транспортного пакета не повинна перевищувати 1250 кг.
Допускаються інші способи та засоби формування пакетів технічної документації з урахуванням вимог ГОСТ 26663, ГОСТ 24597, ГОСТ 21650.
Пакетування проводять на піддонах за ГОСТ 33757 або без піддонів з використанням брусків висотою не менше ніж 50 мм з обв'язкою в поздовжньому та поперечному напрямках дротом діаметром не менше ніж 2 мм або стрічкою розміром не менше ніж 0,3 × 20 мм. Скріплення кінців дротів - скручуванням не менше п'яти витків, стрічки - у замок.
8.5 Допускається транспортувати листи та смуги у контейнерах за ГОСТ 15102, ГОСТ 22225, ГОСТ 20435 та ГОСТ 18477 або за технічною документацією без пакування в ящики, папір, синтетичні та неткані матеріали та без захисту дерев'яними щитами. У цьому випадку між рядами пачок має бути прокладений картон.
При транспортуванні в контейнерах листи і смуги повинні бути укладені та укріплені таким чином, щоб унеможливлювалося їх переміщення в контейнері. Крім того, вони мають бути захищені від забруднень та механічних пошкоджень.
8.6 На кінці кожного листа або смуги, не пов'язаних у пачки, повинен бути нанесений, прикріплений або приклеєний ярлик із зазначенням:
- товарного знака або найменування та товарного знака підприємства-виробника;
- Назви країни-виробника;
- умовного позначення аркушів;
- Номери партії;
- штамп технічного контролю.
* Діє СТ РЕВ 543-77 «Числа. Правила запису та округлення».
10
ГОСТ 6235-2020
При відвантаженні листів і смуг, пов'язаних у пачки, наведені дані наносять на ярлик, що прикріплюється до пачки або наклеєний на верхню смугу або верхній лист пачки.
8.7 На кожному вантажному місці, у кожну шухляду або контейнер повинні бути нанесені, вкладені, прикріплені пакувальні листи, що містять:
- товарний знак або найменування та товарний знак підприємства-виробника;
- найменування країни-виробника;
- Умовне позначення листів;
- Номер партії;
- Масу нетто;
- Масу брутто;
- Номер пакувальника.
8.8 Транспортне маркування - за ГОСТ 14192 з нанесенням маніпуляційного знака «Берегти від вологи».
При транспортуванні вантажів повітряним транспортом ярлики мають бути дерев'яними чи металевими та кріпитися з обох боків.
8.9 Як пакувальні засоби та матеріали та засоби скріплення повинні застосовуватися:
- папір за ГОСТ 8273, ГОСТ 8828;
- гофрований картон за ГОСТ 7376;
- картон за ГОСТ 7933;
- синтетичні та неткані матеріали з технічної документації;
- дошки та щити з технічної документації;
- Стрічки за ГОСТ 3560;
- дріт за ГОСТ 3282;
- синтетична стрічка з технічної документації.
Допускається застосовувати інші види пакувальних матеріалів, що не поступаються за міцністю переліченим вище, а також інші види та способи упаковки, що забезпечують безпеку якості продукції.
8.10 Упаковка листів та смуг, призначених для відправки в райони Крайньої Півночі та прирівняні до них місцевості, - за ГОСТ 15846 за групою «Метали та металеві вироби».
8.11 Листи та смуги транспортують усіма видами транспорту у критих транспортних засобах відповідно до правил перевезення та умов завантаження та кріплення вантажів, що діють на транспорті цього виду.
8.12 Листи та смуги при морських перевезеннях транспортують відповідно до ГОСТ 26653.
8.13 Листи та смуги необхідно зберігати у закритих приміщеннях, у ящиках або на полицях, піддонах та стелажах. При зберіганні та транспортуванні листи та смуги повинні бути захищені від механічних пошкоджень, впливу вологи та активних хімічних речовин.
У споживача листи та смуги повинні бути витримані на складі в упаковці виробника не менше двох діб для вирівнювання температури листів та смуг із температурою приміщення. Після закінчення зазначеного терміну вони мають бути розпаковані.
За дотримання зазначених умов транспортування та зберігання споживчі властивості листів та смуг не змінюються.
11
ГОСТ 6235-2020
Додаток А
(довідкове)
Товщина та теоретична маса 1 м² гарячекатаних листів та гарячекатаних
та холоднокатаних смуг
Таблиця А.1
| Товщина листа, смуги, мм | Теоретична маса 1 м², листа, смуги, кг | Товщина листа, смуги, мм | Теоретична маса 1 м², листа, смуги, кг |
1,0 1,2 1,5 1,8 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 |
8,90 10,68 13,35 16,02 17,80 22,25 26,70 31,15 35,60 40,05 44,50 48,95 53,40 57,85 |
7,0 8,0 9,0 10,0 11,0 12,0 13,0 14,0 15,0 16,0 17,0 18,0 19,0 20,0 |
62,30 71,20 80,10 89,00 97,90 106,80 115,70 124,60 133,50 142,40 151,30 160,20 169,10 178,00 |
| Примітка - При обчисленні теоретичної маси листів і смуг щільність нікелю прийнята 8,9 г/см 3 . | |||
УДК 669.3.413; 418:2:006.354 МКС 77.150.60
Ключові слова: листи та смуги нікелеві, холоднокатані, гарячекатані, сортамент, технічні вимоги, контроль, правила приймання









